| 研磨方法 |
コンタクトホイール研磨 |
|
| 特徴 |
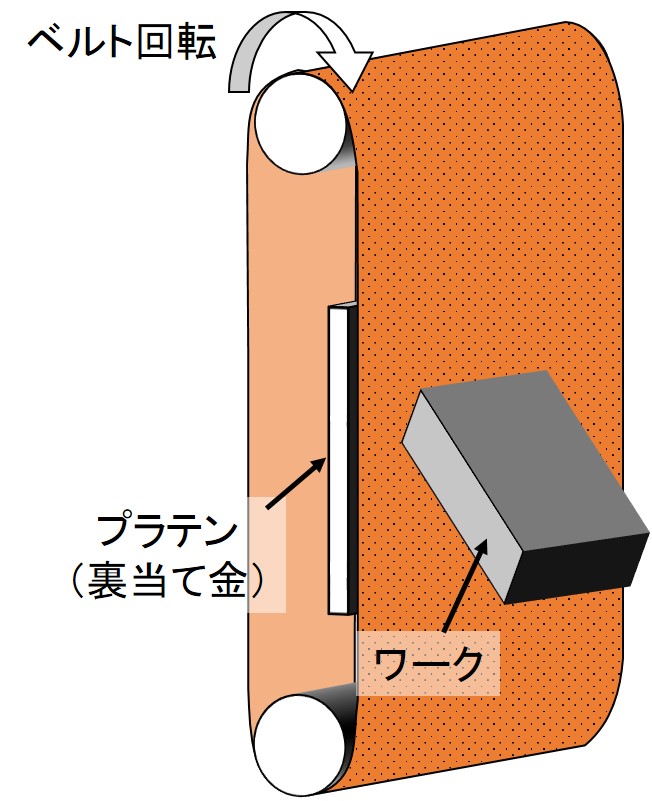
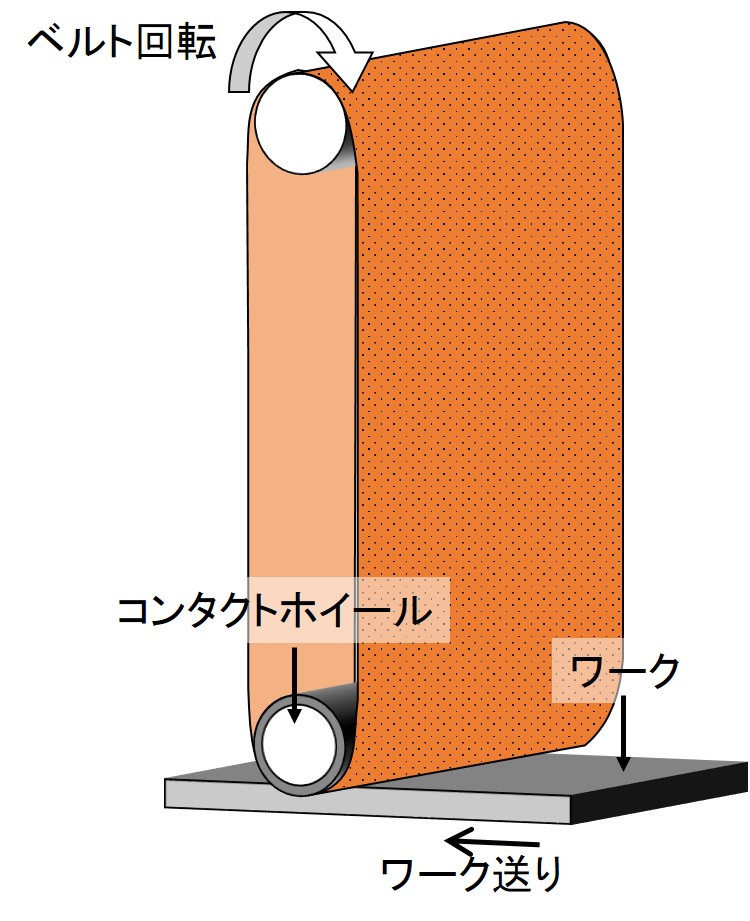
コンタクトホイールと呼ばれるロールを研磨ベルトの裏側から押し付けることで研磨を行う方法です。
コンタクトホイールの種類によって研磨量や仕上がりを制御することが可能です。湿式研磨もこの方法で実施されることが多いです。
コンタクトの材質としては、ゴム、ウレタン、スポンジ、鉄、バフ等がございます。
ホイール径、セレーションのパターン等の形状によっても研磨性能の制御が可能です。
コンタクトホイールについては、お問合せ下さい。ゴムの巻き替えも可能です。 |
| 使用例 |
自動機や各種サンダーによるキズ取り、サテン仕上げ、スケール除去、圧延の中間疵取り、ベルトン等のエアツールを用いての溶接ビード除去、バリ取り。厚板のキズ取り
。
広幅のベルトで、PCB、ステンレス等の薄板の大面積の連続研磨。研削油や冷却水が合わせて利用されます。 |
推奨
研磨ベルト |
☆ZRH-UZ(ステンレス、高合金鋼、アルミ、チタン)、
ZRY-91(重研削、アルミ)、
ERH、
☆ ERHE(金属、非鉄、樹脂)
ERH-T、
EWSW (湿式研磨、チタン乾式)、
☆ ERJ(木工)
CRS(鋳鉄、非鉄金属、ガラス、セラミックス)、
CコルクCRS(光沢仕上げ、ロングライフ) |